Зернистость — с чем ее едят?
Введение
Наверняка вы знаете о существовании разных классификаций зернистости абразивов: в Европе — FEPA, в Японии — JIS, в России — ГОСТ. Разные производители пользуются разными системами, что вносит сложность в идентификации зернистости.
Вопрос на засыпку (попробуйте ответить на него сами или задайте его опытному заточнику, если вы пока не разбираетесь в предмете). Есть алмазная гранула размером 9 мкм. Какова ее зернистость в разных классификациях зернистости?
Скорее всего вы (или ваш визави) откроете одну из многочисленных сводных таблиц, чтобы найти однозначный ответ. И в этом случае ваш ответ будет неверным, вне зависимости от того, какие значения вы назовете. Потому что заданный вопрос просто не имел смысла.
Зернистость во всех существующих классификациях определяет статистический состав абразива как конгломерата огромного количества частиц. С отдельными частицами классификации не работают. Нельзя присвоить зернистость отдельно взятой частице, потому что частица одного размера может входить в совершенно разные фракции абразива. (Частица 9 мкм из нашего примера может входить в 4 фракции по ГОСТ 9206-80, и в целых 8 фракций по JIS!)
Что такое зернистость
Человек всегда будет стремиться свести любую сложную проблему к одному числу, и зернистость – не исключение. Вне всяких сомнений, присвоить любому точильному камню одно единственное число – зернистость – является очень соблазнительной идеей, так как задача сравнения становится тривиальной. Жонглируя значениями зернистости, вы должны отчетливо понимать – что стоит за цифрами. Пользуясь таблицами преобразования – знать фундаментальные недостатки и ограничения каждой классификации.
Основные классификации зернистостей объемных абразивов, которыми пользуются в деле заточки:
- FEPA-F – европейская классификация, которой также пользуются в США
- JIS – японская классификация
- ГОСТ 9206-80 – российская классификация алмазных абразивов
- ГОСТ 3647-80 – российская классификация не-алмазных абразивов
Каждая из этих классификаций дает определение своего набора зернистостей. Зернистость – величина дискретная (не непрерывная). К примеру, FEPA-F дает определение зернистости 800 и 1000, а зернистостей 801 или 900 не существует.
Любой абразив (неважно – твердый, паста или порошок) состоит из громадного числа частиц. В мире пони и бабочек (в котором живут многие маркетологи компаний-производителей) все частицы имеют одинаковый размер. В реальном мире абразивные частицы не могут иметь одинаковый размер, одни будут больше, другие – меньше. Даже если производитель тщательно сортирует абразивные частицы по размеру, всегда будет определенный диапазон размеров. Как классифицировать абразивный порошок, состоящий из миллиарда частиц разного размера?

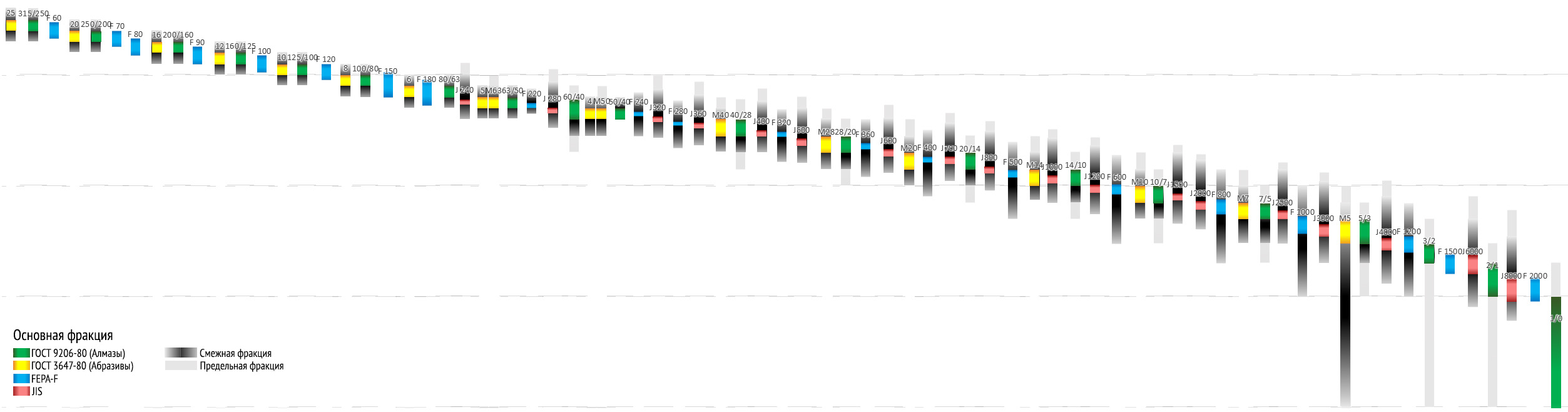
Классификации вносят элемент порядка в хаотический мир статистики. Зернистость определяется как интегральная функция предельного распределения размера зерен. Поясняющая картинка – зернистость грубых абразивов (макрогриты) в классификации FEPA-F (мы используем логарифмическую шкалу на всех графиках). Большая часть исследуемого абразива должна находиться внутри указанного диапазона. Особо подчеркну – среднее значение размера зерен не совпадает с центром диапазона, а просто находится внутри.

Примерим на себя роль лаборанта, который должен определить зернистость FEPA-F абразивного порошка. Мы последовательно берем пары эталонных сит – крупнозернистое сверху и мелкозернистое снизу. И сыпем порошок сверху. Если большая часть порошка проходит сквозь верхнее сито и застревает в нижнем сите – значит образец удовлетворяет зернистости. При этом возможны три случая:
- Если абразив плохой (слишком большое распределение размеров зерен), он может вообще не удовлетворять ни одной зернистости.
- Нормальный абразив удовлетворяет лишь одной зернистости.
- Сверхкачественный абразив (с узким распределением размера зерен) может удовлетворять двум или более зернистостям. К примеру, зерно 100±5 мкм можно классифицировать одновременно как F 150 и F 120.
И это – общая проблема при пользовании таблиц зернистостей. Зернистость по одной классификации никогда не совпадает с какой-либо зернистостью другой классификации. Если производитель декларирует соответствие бруска какой-либо зернистости, без тщательного лабораторного анализа невозможно определить соответствие бруска зернистости в другой классификации. Можно лишь делать допущения и упрощения.
Что такое фракция
Вы спросите – неужели нарисованные на графике прямоугольники FEPA так сильно отличаются от аналогичных для других классификаций? Все дело в том, что мы сильно упрощаем суть, так как говорим лишь об основной фракции. Основная фракция – это лишь половина абразивных частиц (размер которых ближе всего к среднему значению). Вторая половина (ее называют смежной фракцией) может находиться за пределами описанного диапазона. Смежная фракция может оказывать существенное влияние на чистоту абразива в целом.
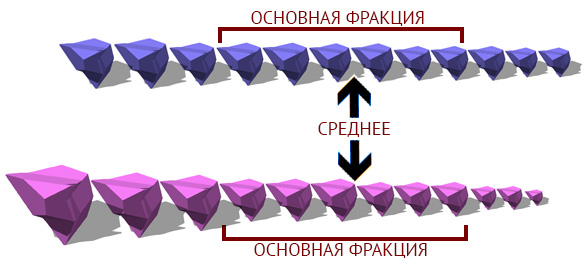
Например, абразив J 2500 (JIS) имеет основную фракцию в диапазоне 5-6 мкм, а зерна смежной фракции могут достигать 14 мкм, что почти втрое крупнее. Если вы взглянете на таблицу преобразования в конце статьи, то увидите, что J 2500 соответствует ГОСТ 7/5. Но ГОСТ 9206-80 запрещает наличие крупных зерен смежной фракции. Поэтому транслировать J 2500 в ГОСТ 7/5 по меньшей мере самонадеянно.
Но и это еще не все! Основная фракция – около 50% частиц, смежная – еще около 40%. Остается еще 9-10% частиц, размер которых может выходить за диапазон смежной фракции. Это называется предельной фракцией. К примеру, абразив с зернистостью J 240 имеет основную фракцию 57±3 мкм, а зерна предельной фракции могут достигать размера 127 мкм! И это не какой-то брак, это такой стандарт.

Разумеется, не стоит кидаться в крайности и считать, что раз стандарт допускает разброс, безобразный с точки зрения заточки ножей, то производители этим пользуются и халтурят. Реальные абразивные бруски скорее всего будут иметь адекватное распределение размера зерен. Но не зная этого наверняка, не стоит делать допущений.
FEPA
Пройдемся по основным классификациям.
FEPA (The Federation of the European Producers of Abrasives, http://www.fepa-abrasives.org/) регулирует стандарты абразивов для Европы. Несмотря на наличие своего национального стандарта ANSI, производители США повсеместно используют стандарты FEPA для обозначения зернистости. Актуальные стандарты: 42-1:2006, 42-2:2006 для объемных абразивов и 43-1:2006, 43-2:2006 для поверхностных абразивов. Отсутствуют в свободном доступе.
Исторически сложилось, что значение зернистости объяснялось как количество частиц в единице объема для объемных абразивов. Так как у поверхностных абразивов объема нет, то для них зернистость объяснялась как количество частиц на единице площади. Этот не очень продуманный подход привел к тому, что один и тот же абразив имеет разную зернистость в точильном камне и на наждачной бумаге. Чтобы не путаться, для объемных абразивов используют обозначение «F» (классификацию называют FEPA-F), для поверхностных абразивов – обозначение «P» (FEPA-P).
Каждый из двух стандартов в свою очередь разделяется на два подстандарта: для макрогритов (грубых зернистостей) и микрогритов (мелкодисперсных зернистостей). Они имеют несколько разные требования к составу фракций.

JIS
JIS (Japanese Industrial Standards) регулирует стандарты абразивов Японии. Актуальный стандарт для объемного абразива: JIS R 6001:1998. Отсутствует в свободном доступе.
В этой статье анализируются только микрогриты для JIS. (Информации по макрогритам JIS не было найдено.)

ГОСТ
ГОСТ регулирует стандарты абразивов РФ и некоторых стран бывшего СССР. Все стандарты ГОСТ есть в свободном доступе.
Актуальные стандарты, регулирующие зернистость:
- ГОСТ 9206-80 для алмазных абразивов
- ГОСТ 3647-80 для не-алмазных абразивов
ГОСТ называет макрогриты шлифзерном и шлифпорошком, микрогриты — микрошлифпорошком.
ГОСТ 9206-80 (для алмазов) используют интуитивно понятное именование зернистостей – в ней указывается диапазон основной фракции. Но в этом скрывается подвох, так как есть еще смежная и предельная фракции (поэтому алмазный порошок 2/1 может включать зерна от 0 до 3 мкм.)
Одна из прелестных черт классификации ГОСТ 9206-80 – это простая система диапазонов для всех фракций: основной, смежной и предельной. Надо лишь запомнить микронную лестницу – последовательность 1 – 2 – 3 – 5 – 7 – 10 – 14 – 20 – 28 – 40 – 60 для микрогритов, и аналогичную для макрогритов. Соседняя пара чисел будет основной фракцией для одноименной зернистости (к примеру 7/5 – основная фракция от 5 до 7 мкм). Смежная фракция – на одну ступеньку вниз (от 3 до 5 мкм). Предельная фракция – еще на одну ступеньку вниз и на одну – вверх (от 7 до 10 мкм, плюс от 2 до 3 мкм).
Для макрогритов смежная фракция – на одну ступеньку вверх и вниз. (Предельной фракции нет.)
В ГОСТ 9206-80 есть еще классификация субмикронных фракций, но мы ее не будем затрагивать в виду малого использования.
Если вы сравните размер полосок основной фракции ГОСТ 9206-80 с FEPA и JIS, вы обратите внимание на их сравнительно большой размер. Но не стоит ругать советский стандарт. В отличии от FEPA и JIS, основная фракция ГОСТ – это от 70% до 80% среднестатистических зерен (в отличии от 50% в FEPA, JIS и даже ГОСТ 3647-80).

ГОСТ 3647-80 (для не-алмазов) использует почти такую же микронную лестницу, но другую систему именования. Для макрогритов зернистость обозначается числом, для микрогритов – числом с индексом «М». При этом разработчики стандарта своеобразным образом «сплавили» макрогриты и микрогриты: зернистость 5 = М63, зернистость 4 = М50 (они полностью эквивалентны за исключением верхней предельной фракции).

Сводный график
Сведем все полученные данные в один график. Вертикальная шкала – размер зерна в логарифмической шкале, на которой горизонтальными линиями отмечены 0, 1, 10 и 100 мкм.
Теперь, приложив немного усилий, вы сможете ответить на некоторые вопросы, которые раньше ставили вас в тупик. Иногда вы видите явное несоответствие каких-либо данных «общепризнанным» таблицам зернистости.
 Например, бруски Boride серии Golden Star имеют две маркировки – FEPA-F и JIS. На бруске зернистости F 800 отпечатано «J-1500».
Например, бруски Boride серии Golden Star имеют две маркировки – FEPA-F и JIS. На бруске зернистости F 800 отпечатано «J-1500».

Но если вы посмотрите любую таблицу преобразования, то напротив F 800 будет другая зернистость – J 2000. Boride ошиблись? Если абстрагироваться от дискретных значений в таблице и переключиться на график с диапазонами, то все встает на свои места. Boride делает бруски из отборных зерен, и реальный диапазон может быть очень узким. Легко представить где на графике должны быть зерна Golden Star 800, чтобы удовлетворять условиям F 800 / J 1500.
Нерегулируемые зернистости
Как вы, наверное, догадались, все описанные стандарты создавались с большим запасом. Необработанный песок, который черпает ковшом из карьера экскаватор, наверняка подходит под одну из зернистостей. И тем не менее, очень часто производители абразивов сталкиваются с тем, что их продукт не вписывается ни в одну стандартную зернистость. В этом случае вступают в дело маркетологи! И они начинают изобретать свои собственные зернистости.
Boride изобрела несуществующую зернистость F 900, базируясь на среднем размере зерна. Не исключено, что абразивы с маркировкой F 900 не удовлетворяют стандарту FEPA-F для соседних зернистостей: F 800 и F 1000. Eze-Lap изобрела несуществующую зернистость F 250 для своих грубых алмазов.
JIS заканчивает свое существование на отметке 8000 грит. Но уже начиная с 4000 грит начинается настоящая вакханалия. Производители японских водных камней и примкнувший к ним Norton предлагают собственные «продолжения шкалы JIS». Разумеется, каждый гнет свою линию, не оглядываясь на других. 5000, 10000, 15000, вот уже 30000 грит. Что означает та или иная зернистость в этом диапазоне, могут дать лишь данные о размере зерна.
Таблица зернистости
Если вы прочитали все вышесказанное, вы должны понимать необходимость таблиц преобразования с одной стороны, и огромные ограничения их использования с другой. Подавляющее большинство известных производителей абразивов не пользуются никакими стандартами классификаций вообще, либо отходят от них для некоторых продуктов. Но каждая надпись в приведенной таблице – это не точка, а размытое пятно. Пятно может быть маленьким, может быть большим (в зависимости от строгости отбора зерен для конкретного абразива). Если вы конвертируете одну зернистость в другую, не забывайте произносить слово «примерно».
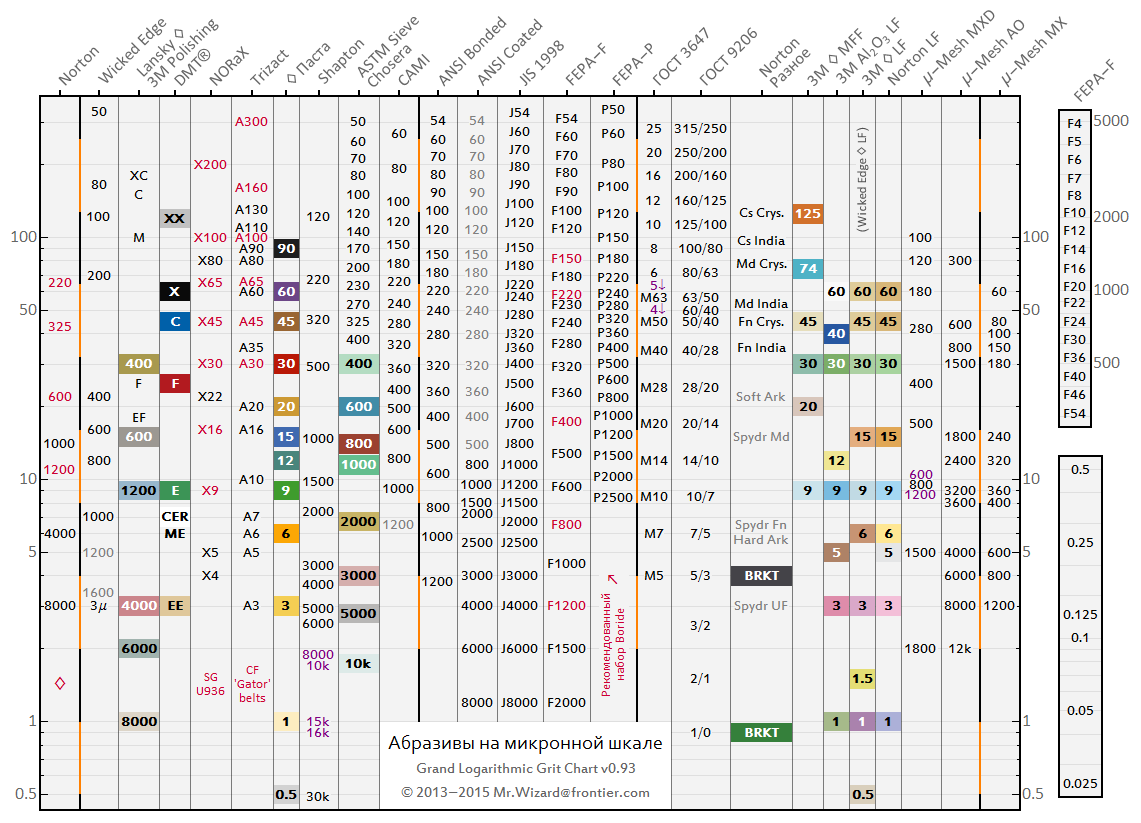
Таблица разделена на серии с соответствующими заголовками. Вертикальная позиция метки – это средний размер зерна в микронах.
Некоторые колонки включают две серии (для компактности), например, в одной колонке вы найдете шкалу «ASTM Sieve» и серию Chosera. В этом случае метки двух серий различаются цветовым оформлением.
Черно-оранжевые вертикальные полосы демонстрируют удвоение размера зерна. Часто считается, что комплект абразивных брусков должен иметь зернистости с логарифмической прогрессией. Так как наша таблица имеет логарифмическую шкалу, то зернистости в наборе должны быть равноудалены друг от друга.
В некоторых колонках вы увидите метки, выделенные красным цветом. Это отмечены серии, которые не имеют своих отдельных колонок.
Цветные метки соответствуют продуктам, имеющим такой же цвет в реальности, например бруски Chosera и алмазы DMT. Цвет алмазных паст, указанный в колонке «♢ Compound», стал стандартом де факто, ей пользуются компании Advanced Abrasives Corporation, Amplex Superabrasives, BORIDE Engineered Abrasives, Engis®, Norton, PPT Pro Polishing Tools, United States Products Co. Российские алмазные пасты выпускаются в других цветах по требованию ГОСТ.
Фиолетовым цветом отмечены метки, которые были смещены по вертикали для того, чтобы избежать наложения друг на друга. Бруски Shapton 8K и 10K, 15K и 16К были смещены по вертикали на 2%. Micro-Mesh™ MXD 600, 800 и 1200 были смещены на 4.5% (они практически идентичны друг другу по зерну). В одном случае два бруска совпадают по зернистости: Norton Hard Arkansas и Spyderco Fine. Соответствующие метки надо читать как «Spyder Fine» и «Hard Ark», находящиеся в одной колонке в одной точке.
Алюмокерамика Spyderco, Wicked Edge, BRKT, а также арканзасы соответствуют «ожидаемой зернистости», то есть по результатам тестов, а не анализа физической структуры.
Продукты с недоказанной зернистостью отмечены серым цветом.
Для стандартных классификаций использовался средний размер зерна основной фракции.
Для продуктов, использующих средний размер зерна в микронах, использовался этот самый размер.
Один пиксел соответствует изменению размера на 1%. Поскольку из статьи вы знаете, что средняя фракция стандартных классификаций имеет существенно больший разброс, положение меток имеет достаточную точность для сравнения.
В колонке «Other» (другие) вы найдете пункт «Table Salt» (поваренная соль). Это шутка автора таблицы.
Сокращения
- CAMI
- LF
- MFF
- ♢
- BRKT
- DMT
- MM
- Spyder
- μ-Mesh
- Cs
- Md
- Fn
- Ark
- Crys
Чего в таблице нет?
Вы не найдете в таблице ответа на вопрос, какой результат дадут разные абразивы (в частности нет колонки «класс шероховатости»). Разные абразивы одинаковой зернистости могут давать кардинально разный результат. Класс шероховатости не коррелируется с размером частиц. Класс шероховатости – чрезмерно вариабельная величина, на которую оказывают сильное влияние такие факторы как химическая композиция абразива, его хрупкость, острота и сфероподобие частиц, разброс размеров, характеристики связки, химический состав и твердость обрабатываемого металла, давление и скорость работы.
Шлифовальная шкурка — Википедия
 Листы шлифовальной шкурки на бумажной основе
Лента шлифовальной шкурки на тканевой основе
Листы шлифовальной шкурки на бумажной основе
Лента шлифовальной шкурки на тканевой основеШлифовальная шкурка[1] (шлифшкурка, наждачка, наждачная бумага, шлифовальная/абразивная бумага) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесённым на неё слоем абразивного зерна (порошка)[источник не указан 125 дней].
Предназначена для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и прочих подобных работ. Относится к вспомогательным материалам.
Первое упоминание о шлифовальной шкурке относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея.
У некоторых народов в качестве шлифовальной шкурки использовались высушенные шкурки различных рыб, вплоть до кожи акулы.
Считается[кем?], что изобретателем современной шлифовальной бумаги является Джон Оукей — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
 Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистый
Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистыйВ России[править | править код]
Абразивы, применяемые для производства шлифшкурки[править | править код]
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
- Электрокорунд — наиболее широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
- Карбид кремния — получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
- Гранат — довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая шкурка быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем шкурка с другим абразивом.
- Алмаз, Эльбор — алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства шлифшкурки применяются редко.
Классификация шлифовальной шкурки по зернистости[править | править код]
120
220
320
Рабочая поверхность шлифшкурки различной зернистости (увеличено: 1 деление шкалы = 1 мм)
Зернистость — важнейшая характеристика шлифовальной шкурки. В зависимости от назначения (грубая предварительная обработка, шлифовка, полировка) размер зерна может быть от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка).
В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381—2005). По этому стандарту зернистость шлифовальных порошков обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм).
На территории бывшего СССР также применяются обозначения по действующему ГОСТ 3647—80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется «-Н» (например 10-Н, 5-Н). Для самой мелкой шлифовальной шкурки цифра обозначает размер зерна в микронах, перед ней ставится буква М (сокращение от микро) (например М40, такую наждачку часто называют[кто?] «нулёвка»).
В некоторых странах встречается и другая маркировка, например по стандарту ANSI — в США и Канаде, по стандарту JIS — в Японии, по стандарту GB2478 — в Китае.
| Назначение | Маркировка по ГОСТ 3647—80 | Маркировка по ISO 6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка шлифшкурки[править | править код]
Например, шлифшкурки на бумажной основе[1]
| Л 1 Э 620×50 П2 15А 25-Н М А ГОСТ 6456—82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456—82 — стандарт. Варианты:
- ГОСТ 13344—79 — водостойкая тканевая
- ГОСТ 6456—82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Абразивы на бумажной основе[источник не указан 124 дня]
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе[источник не указан 124 дня]
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной шкурки по типу нанесения абразива (насыпке)[источник не указан 124 дня]
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая насыпка подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Нанесение абразива[править | править код]
В производстве шлифшкурки применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих:
— фенолоформальдегидные и карбамидоформальдегидные смолы
— на основе лака
— на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
 Шлифок — приспособление для работы шлифшкуркой
Шлифок — приспособление для работы шлифшкуркой- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной шкуркой губка более долговечна[источник не указан 124 дня], поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сеткаАбразивная сетка представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную шкурка закрепляют на шлифовальной колодке (шлифке). Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня. Такая терка снабжена прокладкой из эластичного материала, обеспечивающего плотное прилегание шлифшкурки к обрабатываемой поверхности и более равномерное давление на обрабатываемую поверхность..
Шлифовальный круг из шлифшкурки Лепестковый шлифовальный диск: лепестки — шлифовальная шкурка
Лепестковый шлифовальный диск: лепестки — шлифовальная шкуркаШлифовальная шкурка служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
- ГОСТ 6456—82 Шкурка шлифовальная бумажная. Технические условия
- ГОСТ 5009—82 Шкурка шлифовальная тканевая и бумажная. Технические условия
- ГОСТ 13344—79 Шкурка шлифовальная тканевая водостойкая. Технические условия
- ГОСТ 10054—82 Шкурка шлифовальная бумажная водостойкая. Технические условия
- ГОСТ 27181—86 Шкурка шлифовальная для обработки труднообрабатываемых материалов. Технические условия
- ГОСТ 344—85 Шкурка шлифовальная бумажная для контроля истираемости резины. Технические условия
Таблицы соответствия зернистости абразивов | Заточи Клинок
Абразивные материалы в микронной шкале: Grand Logarithmic Grit Chart
Акронимы и Аббревиатуры
—————————
ANSI Американский национальный институт стандартов
ASTM Американское общество по испытанию материалов
КАМИ с абразивным покрытием Производители институт
FEPA Федерация европейских производителей абразивов
Стандарты JIS Японские промышленные
LF Притирка фильм
MFF Microfinishing Фильм
♢ Алмазный
BRKT Bark River Knife & Tool
DMT® Технология алмазной обработкой
Спайдер Spyderco
μ-Mesh Micro-Mesh ™
Cs Coarse Md Medium Fn Fine Ark Arkansas Crys Crystolon
Ссылка на автора таблицы http://myplace.frontier.com/~mr.wizard/GLGC/
Соответствие маркировки оригинальных камней для Edge Pro компании Boride по FEPA другим маркировкам
Абразивность пилок для ногтей
Из этой статьи вы узнаете:
- Что обозначает абразивность пилок для ногтей, как ее определить
- Какая абразивность должна быть у пилок для натуральных и искусственных ногтей
- Какая абразивность пилок для ногтей оптимальна для шлифовки и полировки
Маникюрная пилка – основной инструмент в уходе за ногтями. Самое главное – это подобрать качественную пилочку, тогда у вас всегда будет аккуратный и красивый маникюр. Выбирая, обратите внимание на абразивность пилок для ногтей, а также на материал, который использовался для их изготовления. Данная статья расскажет вам о лучших пилках для натуральных и искусственных ноготков.
Пилочка для ногтей – must have для женщин
У любой представительницы прекрасного пола в косметичке можно обнаружить традиционный набор: бальзам или помада для губ, тональный крем, пудра, тушь и пилка для ногтей, которой стали пользоваться еще в начале прошлого столетия. Тогда в обиход вошли первые пилки, изготовленные из металла. В то время после обработки ноготков пилкой их полировали кисточками из верблюжьей шерсти.
Ассортимент пилок в настоящее время поражает воображение. Одни доверяют свои ноготки исключительно мастерам и делают маникюр в салоне, другие предпочитает ухаживать за ногтями дома. В любом случае пилка необходима и тем, и другим.
На сегодняшний день в продаже есть различные пилки для ногтей, отличающиеся друг от друга материалом, формой, цветом, длиной и степенью абразивности. Благодаря такому широкому ассортименту легко подобрать идеальную пилку для ухода за ногтями на дому, а также для бережной обработки истонченных ногтевых пластин, для придания им необходимой формы, а также для их полировки и шлифовки.

Что такое абразивность пилок для ногтей
Абразивность пилок для ногтей характеризуется степенью жесткости их рабочей поверхности. От того, насколько грамотно вы подберете инструмент с нужным значением этого показателя, будет зависеть быстрота обработки ногтевых пластин, качество маникюра, а также безопасность всей процедуры для ногтей.
Единицей измерения абразивности считается грит. Она показывает концентрацию абразивных частичек на единице площади рабочей поверхности инструмента. Со снижением показателя жесткость пилки увеличивается.
В зависимости от того, для каких целей вам нужна пилка, и какие ногти с ее помощью вы будете обрабатывать, подбирается и степень абразивности изделия. Так, для ухаживания за натуральными ногтевыми пластинами необходимо использовать пилки с высоким показателем абразивности, для обработки искусственных ногтей подойдут и более жесткие варианты.
Рекомендуемые статьи по данной теме:
Абразивность пилок для ногтей и значение номера на инструменте
Повторим, что абразивность пилок для ногтей – это их жесткость, степень которой выражается в гритах. Если внимательно рассмотреть инструмент, то практически на каждом экземпляре можно заметить цифры, к примеру: 180/240, 80/100 и т. д. Что же это за значения?
Если вы на своей пилке увидите цифры 180/240, то это значит, что на одной из сторон инструмента на каждый квадратный сантиметр рабочей поверхности приходится 180 абразивных частичек, а на другой их будет 240 на аналогичной площади.
В зависимости от показателя абразивности пилок для ногтей, все инструменты подразделяются на несколько групп:
- 60–80 грит. Такие пилки являются самыми жесткими. Применять их можно исключительно для коррекции длины искусственных ногтей. Обрабатывать таким инструментом натуральные ногтевые пластины нельзя, т. к. это может привести к серьезным повреждениям ногтей и их расслоению.
- 100–150 грит. Такой пилкой придают желаемую форму искусственным ногтям. Если на пилочке есть надпись 100/150, то одна из сторон инструмента характеризуется степенью абразивности равной 100, вторая – 150.
- 150–240 грит. Инструмент с таким показателем абразивности называют средним по жесткости, но использовать его рекомендуется также только для искусственных ноготков. С его помощью им придают окончательную форму и подпиливают все неровности. Натуральные ногти такой инструмент может повредить.
- 240 грит. Пилку с данным показателем абразивности разрешается применять для обработки натуральных ногтевых пластинок.
- 240–400 грит. Эта пилка для ногтей считается достаточно мягкой, с ее помощью корректируют форму любых ноготков и осуществляют их шлифовку.
- 400–900 грит. Такую пилку можно применять на любых ноготках для их подготовки к полировке.
- 900–1200 грит. К пилочкам с таким показателем абразивности относят мягкие бафы и микроабразивы, с их помощью осуществляют шлифовку, в результате которой ногтевые пластинки приобретают зеркальный блеск.
Какая абразивность должна быть у пилки для искусственных ногтей
Для искусственных ногтевых пластин, выполненных из геля или акрила, применяют пилки с минимальным показателем абразивности. При этом в зависимости от цели процедуры используют разные инструменты:
- для корректировки формы искусственных ногтевых пластин необходимо выбрать пилку со степенью абразивности до 100 грит;
- для подпиливания идеальна абразивность пилок для ногтей, составляющая 100–180 грит.
Какая абразивность должна быть у пилки для натуральных ногтей
Для натуральных ногтевых пластин жесткие пилки использовать нельзя. Абразивность пилок для ногтей 180/240 грит является минимально допустимой, но все же лучше использовать инструменты со степенью жесткости от 240 грит. Чем выше абразивность пилки, тем более щадяще она будет воздействовать на ногти. Инструменты с высоким показателем абразивности чаще используют для полировки ногтевых пластин, а не для их коррекции. Пилочки, жесткость которых составляет от 900 до 1200 грит, применяют при их шлифовке.
Абразивность пилок для ногтей: таблица
Ниже представлена таблица, с помощью которой вы сможете определить область применения пилок с той или иной степенью абразивности:
Абразивность пилок для ногтей в зависимости от материала их изготовления
Итак, пилки с низкой абразивностью необходимы для придания формы ногтевой пластине, ее полировки и удаления неровностей на поверхности. В зависимости от используемого материала, абразив может быть искусственным или натуральным. Также видом сырья определяется форма и величина абразивных частичек. Для изготовления пилочек в настоящее время используют следующие типы абразивных материалов:
- Гранатовыми абразивными частичками, как правило, покрывают деревянный каркас. Стоимость такой пилки достаточно высокая. Гранатовые кристаллы в таком инструменте не слишком острые, благодаря чему пилочка будет служить своей владелице довольно длительный срок.
- Карбид кремния также применяют в качестве абразивного покрытия при производстве пилочек. Кристаллы имеют черно-голубой окрас и твердые, острые края, благодаря которым можно легко и быстро придать ногтевой пластинке желаемую форму.
- Карбид кремния с цинковым покрытием. Этому абразивному материалу присущ отталкивающий эффект. Благодаря цинковому напылению, поверхность пилочки становится более гладкой, около абразивные впадинки отсутствуют, а значит, инструмент не будет забиваться пылью, в отличие от предыдущего варианта.
- Окись алюминия. Кристаллы этого абразивного материала менее острые, чем у карбида кремния. Инструмент достаточно твердый и очень жесткий, а потому его называют камень-пилкой.
Классифицировать инструменты можно также в зависимости от материала, из которого изготовлена основа пилочки:
- Основа из ткани повышает цену любого инструмента. Она придает пилочке особую гибкость и потому применяется для производства мягких бафов.
- Основанием для изготовления пилочек также может служить дерево. Инструменты с подобным каркасом недорогие, за исключением пилок с гранатовым напылением.
- Пластиковые пилки гибкие и прекрасно амортизируют в руках специалиста, поэтому многие мастера предпочитают их другим инструментам.
- Полиэтиленовую пену используют для создания бафов и инструментов для полировки. Этот материал прекрасно поддается мытью и не впитывает воду.
- Пилки могут производить также из полиэстровой пленки. Такие инструменты прослужат долго, а также они не боятся мытья и дезинфекции.
Абразивность пилок для ногтей определенной степени при создании инструмента достигается посредством специальной технологии. Качественный инструмент, изготовленный строго таким способом, обладает несколькими особыми признаками:
- Между рабочим покрытием и каркасом у такого инструмента имеется специальная прокладка.
- Инструмент должен хорошо амортизировать. Достаточная гибкость увеличит срок службы пилки, к тому же она оказывает более щадящее воздействие на ногти.
- Пилочки с пластиковым каркасом, по сравнению с деревянным основанием, считаются более крепкими и надежными. К тому же, инструменты из пластика проще очищать и мыть.
Какой должна быть абразивность у пилок для ногтей для полировки и шлифовки
Ранее ногти полировали и шлифовали с помощью лоскутка фланелевой ткани и крахмала. Затем стали изготавливать полировочные инструменты из замши. У таких пилок был один весомый недостаток: они боялись очистки, мытья и дезинфекции. Теперь же полировочные пилочки делают из различных практичных материалов, которые устойчивы к дезинфицирующим и моющим веществам.
Полируют и шлифуют ноготки при помощи специальных пилочек, мягких бафов или полировочных машинок.

Бафы
Существуют бафы в форме бруска и с двумя рабочими сторонами. Прекрасный вариант – инструмент с гранями разных цветов и оттенков, на которых написаны цифры. Эти значения устанавливают последовательность выполнения действий, начиная со шлифовки и заканчивая мягкой полировкой. К примеру, крупные бороздки и неровности на ноготках можно убрать с помощью грани с меньшей степенью абразивности, а незначительные дефекты устраняются абразивом с мелкими зернами.
Основа бафов также изготавливается из различных материалов. Чаще всего для этой цели используют полиэтиленовую пену. Наиболее качественными считаются инструменты из ткани или замши, ими удобно обрабатывать длинные натуральные ноготки.

Стороной бафа с самой низкой абразивностью нельзя пользоваться для ухода за натуральными ноготками. Ее применяют исключительно для обработки искусственных ногтей, т. к. они более устойчивы к механическому воздействию. Шлифовку натуральных ногтей необходимо производить крайне осторожно, потому что в результате данной процедуры снимается верхний слой ногтевой пластинки, и ногтевая пластина становится более тонкой и уязвимой к повреждениям.
Пилочки для полировки
Инструменты для полировки ногтевых пластин весьма разнообразны по цветовой гамме, форме и степени жесткости. Абразивность пилок для ногтей низкой степени лучше всего подойдет для обработки искусственных ногтевых пластин. Для натуральных ногтей следует выбирать более мягкие инструменты.

Отшлифовать незначительные неровности и неглубокие бороздки на ногтевых пластинах можно при помощи пилки, степень жесткости которой составляет 300–400 грит. Абразивность в 900–1000 грит будет идеальной для процесса полировки ногтей до зеркального блеска.
Машинки для полировки ногтей

Специальные машинки для полировки значительно облегчают работу мастеров ногтевого сервиса. Они снабжены множеством различных насадок с абразивными колпачками и дисками, имеющими самую разнообразную форму. Обычно во всех аппаратах предусмотрено несколько скоростей и изменение направления вращения насадки.
4 правила верного использования пилки для ногтей
- Осуществлять спиливание ногтя необходимо строго в одном направлении. Хаотичная обработка ногтевой пластины может повредить и расслоить ноготь. Во время создания его формы, свободный край подпиливают от уголка к центральной части, инструмент при этом необходимо держать под наклоном.
При обработке ногтя его следует зрительно разделить на две равные части, опиливая края так, чтобы в итоге получилась желаемая форма. Процедуру нужно проводить очень аккуратно и неспешно, чтобы избежать повреждения, как самого ногтя, так и кожи вокруг него.
- Подпиливать ногти следует не чаще раза в неделю. Этот срок как раз необходим на его восстановление после процедуры.
- Полировать ногтевую пластину рекомендуется один раз в месяц и не чаще, в противном случае ногти могут истончиться.
- Не следует производить обработку мокрых и влажных ногтей.
Где купить профессиональные пилки для ногтей различной абразивности
Среди огромного количества интернет-магазинов, предлагающих маникюрные принадлежности, мы приглашаем вас именно в наш «МИР ПИЛОК»! Вы должны выбрать именно наши услуги, так как:
- «МИР ПИЛОК» – собственное производство пилочек.
- «МИР ПИЛОК» – основной поставщик!
- Шоу-рум компании «МИР ПИЛОК» находится в Москве.
- Доставка по всей нашей необъятной Родине!
Почему для вас «МИР ПИЛОК» – наилучший вариант приобретения изделия?
- Наш магазин построен на собственном производстве пилок. Благодаря этому вы получаете: минимизированную стоимость услуги, проверенное и подтвержденное качество продукта, быстрое производство, привлекательные условия для дистрибьютеров.
- Наша пилка для ногтей производится только из материалов, многократно подтвердивших свое качество (Южная Корея).
- Большое разнообразие продукта. Так, маникюрный мастер с любым уровнем профессионализма сможет удовлетворить свои интересы.
- Вы можете сами придумать, какая пилка подойдет именно вам. Мы выполняем индивидуальные заказы.
- Еще одно преимущество – нанесение логотипа вашего бренда на рабочую плоскость пилок.
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru:  главная страница / / Техническая информация / / Материалы — свойства, обозначения / / Абразивы — зернистость, мелкость, шлифовальное оборудование. / / Размеры зерна = зернистость и назначение наждачной (шлифовальной) бумаги, лент, некоторых дисков и других гибких абразивных инструментов по ISO, JIS (Япония), ANSI (CAMI/UAMA), «0» grade (Северная Америка), FEPA (Европа, Индия, Турция, ЮАР), GB (Китай) главная страница / / Техническая информация / / Материалы — свойства, обозначения / / Абразивы — зернистость, мелкость, шлифовальное оборудование. / / Размеры зерна = зернистость и назначение наждачной (шлифовальной) бумаги, лент, некоторых дисков и других гибких абразивных инструментов по ISO, JIS (Япония), ANSI (CAMI/UAMA), «0» grade (Северная Америка), FEPA (Европа, Индия, Турция, ЮАР), GB (Китай)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Виды маникюрных пилок | imkosmetik журнал о маникюре и красоте
Пилки для ногтей различаются по форме, материалу и жесткости. Не знаете, какая подойдет именно вам? Мы подскажем, как выбрать нужную вам пилочку для ногтей.
Пилка – важный инструмент в арсенале мастера маникюра. Пилкой можно придать ногтям нужную форму, спилить лишнюю длину и отполировать поверхность ногтевых пластин до блеска.
Виды пилок для ногтей
Первое, на что стоит обратить внимание при выборе пилки для ногтей – это материал, из которого она сделана.
- Одноразовые пилки состоят из многослойного картона или пенопласта, покрытого мелкой кварцевой, тефлоновой или гранитной крошкой. Это идеальный вариант для одноразового использования в салоне. Нужно учитывать, что такие пилки нельзя мыть и стерилизовать, так как они могут испортиться под воздействием высокой температуры и влаги. Поэтому их можно применять только один раз либо иметь в запасе отдельный, индивидуальный набор для каждого клиента. Учитывая их невысокую стоимость, это выгодно и не представляет особого труда. Пилки на пластиковой и деревянной основе также не подлежат стерилизации, но они чуть более долговечны, чем одноразовые пилки.
- Пилки с деревянной основой имеют жесткую структуру, не прогибаются и очень удобны в работе. Их можно дезинфицировать в жидких растворах, что позволяет применять их много раз для индивидуального использования.
- Металлические пилки могут прослужить вам без замены несколько лет. Ими не рекомендуется подпиливать слоящиеся и ломкие ногти, так как это может привести к еще большему расслоению. Но они отлично справляются с формированием нарощенных ногтей. Поэтому каждому мастеру нужно иметь металлическую пилку в арсенале. Ее можно стерилизовать любым способом, в том числе, в сухожаре.
- Стеклянные пилки завоевали любовь многих мастеров маникюра. Они более щадящие для ногтей, бережно подпиливают ногтевые пластины и позволяют аккуратно сформировать нужную длину. Их также можно стерилизовать всеми способами: стекло устойчиво к высоким температурам и к химическим средствам.
- Керамические пилки – это самый подходящий вариант для тонких, ломких и слоящихся ногтей. Они достаточно мягкие, нежно подпиливают натуральные ногти, не позволяя им расслаиваться. Кроме того, керамической пилкой можно обрабатывать кожу вокруг ногтей.
- Лазерные пилки – ноу-хау в мире маникюрных инструментов, они появились не так давно. Это суперсовременный ответ проблеме слоящихся ногтей! Лазерная пилка “запечатывает” края ногтевой пластины, благодаря этому ногти сохраняют здоровый вид и не слоятся.
Абразивность пилок. Что означают гриты?
Абразивность (жесткость) пилок измеряется в гритах. Чем больше грит, тем мельче напыление пилки и тем она мягче. В зависимости от жесткости пилочки для ногтей делятся на несколько типов.

80-150 грит – жесткие пилки для искусственных ногтей. Ими подпиливают только искусственные ногти, для натуральных их применять не рекомендуется. Такие пилки без труда справляются с типсами и наращенными ногтями гелем и акрилом.
150-240 грит – мягкие пилки для натуральных и искусственных ногтей. Деликатно подпиливают природные ногтевые пластины и подходят для формирования арки у искусственных.
240-500 грит – шлифовщики и бафы. Мягко поднимают чешуйки ногтевой пластины. Служат для шлифовки ногтей перед покрытием гель-лаком или наращиванием, для лучшего сцепления материала с поверхностью ногтя.
900-3000 грит – высокоабразивные полировщики. Необходимы для придания ногтям глянцевого блеска. Полировщики применяются для обработки акриловых ногтей после наращивания, а в некоторых случаях – для натуральных ногтей.
В том случае, если на вашей пилке указаны две цифры, например, 180/240 грит – это значит, что одна поверхность более мягкая, а другая – более жесткая. Бафы могут иметь до 6 рабочих поверхностей с разной абразивностью. А уникальный блок от Zinger может быть одновременно и пилкой, и шлифовщиком, и полировщиком – потрясающая многофункциональность!
Формы пилок для ногтей
Пилки отличаются еще и по форме. Но это уже дело субъективное: кому с чем нравится и удобно работать.
Прямая форма
Классические прямые пилки обычно имеют форму правильного прямоугольника. Они пригодятся при многих видах работ.
Дуга (бумеранг, банан)
Благодаря плавности формы, с такой пилкой легко и удобно работать начинающим. Она поможет сформировать правильный и плавный контур ногтей.
Баф (блок)
Их главный плюс – многофункциональность. Обычно бафы подходят и для натуральных, и для искусственных ногтей.
Пилки и бафы Smart
Лайфхак для мастеров – пилки и бафы Smart со сменными файлами. Файлы крепятся на металлическую основу. Вы можете сменить рабочую поверхность пилки тогда, когда вам это нужно. Основы при этом могут быть разной формы и длины: каждый мастер выбирает для себя самую удобную. Файлы на вспененной подложке имеют разную абразивность от 100 до 320 грит. Пилки нового поколения Smart – легкий и практичный способ всегда иметь запас пилок для каждого клиента.
Как правильно подпиливать ногти?
Чтобы ногти не слоились и были здоровыми, нужно правильно их подпиливать: строго в одном направлении, избегая движений в разные стороны. Нельзя подпиливать мокрые и распаренные ногти, после ванночек или принятия душа должно пройти не менее 4 часов.

Если вы хотите быть успешным мастером маникюра и легко справляться с любой задачей, возникающей при работе, вам необходимо разбираться в видах, формах и абразивности пилок для ногтей. И, конечно, все типы пилок, шлифовщиков и полировщиков должны быть у вас в арсенале.
Желаем успешной работы!
С уважением, интернет-магазин imkosmetik.
Примерные эквиваленты разных зернистостей — Абразивный инструмент
Примерные эквиваленты разных зернистостей — Абразивный инструмент — Русскоязычный ножевой форум Jump to contenthungryforester 1,893
- Сеня Лютый
-

- Модераторы
- 1,893
- 14,554 posts
- Город: Ближнее Подмосковье
- Имя: Степан

Alexx_S 141
-
- Users
- 141
- 1,191 posts
- Город: Тула
- Имя: Александр

Zilraen 425
- Users
- 425
- 1,953 posts
- Город: Харьков
- Имя: Владимир
hungryforester 1,893
- Сеня Лютый
-
- Модераторы
- 1,893
- 14,554 posts
- Город: Ближнее Подмосковье
- Имя: Степан
Borom 56
-
- Users
- 56
- 1,033 posts
- Город: Москва
- Имя: Антон

Alexx_S 141
-
- Users
- 141
- 1,191 posts
- Город: Тула
- Имя: Александр
Borom 56
-
- Users
- 56
- 1,033 posts
- Город: Москва
- Имя: Антон
Driver 3,376
- Враг хорошего
-
- Users
- 3,376
- 13,179 posts
- Город: Toronto
- Имя: Efim

Andrzej 1,625
- свихнувшийся на ножах
-
- Users
- 1,625
- 6,579 posts
- Город: над вольной Невой
- Имя: Андрей
Driver 3,376
- Враг хорошего
-
- Users
- 3,376
- 13,179 posts
- Город: Toronto
- Имя: Efim
MSharab 1
- Users
- 1
- 21 posts
- Город: Волжский
- Имя: Максим
Driver 3,376
- Враг хорошего
-
- Users
- 3,376
- 13,179 posts
- Город: Toronto
- Имя: Efim
SegaD 433
-
- Users
- 433
- 1,273 posts
- Город: Чандрово
- Имя: Сергей